Parce que le soudage est un savoir en perpétuel évolution, voici 5 astuces pour mieux souder que vous ne connaissiez (peut-être) pas encore et qui vont tout changer à votre vision de la soudure au quotidien.
Les 5 astuces soudage
1. Dégazer, dégourdir et préchauffer vos pièces de petites dimensions
Réaliser une soudure propre et solide sans défauts de soudure tout en gagnant du temps est le rêve de plus d’un soudeur. Le problème d’une chauffe non uniforme ou encore d’un temps trop important dans le processus de préchauffage d’une pièce est partie courante dans le soudage.
Alors ne perdez plus de temps et sortez vos plaques de cuissons. Vous avez bien entendu, une plaque de cuisson va permettre de vous rendre plus performant pour souder. Un geste simple, venez poser votre pièce sur la plaque de cuisson. Elle va permettre de venir dégazer en retirant l’humidité de la pièce et éviter la formation de bulles d’oxygènes dans votre soudure, de la dégourdir afin d’atteindre une température voulue et enfin le plus important d’apporter une chauffe uniforme entre 150°C et 180°C sur toute la pièce. C’est une solution très efficace pour éviter le choc thermique qui se produit entre l’arc électrique et la pièce. Cela évite l’apparition de fissures et d’autres défauts.
Envie d’essayer ? Que des avantages :
- Plus économique
- Gain de temps comparé chalumeau OA ou chalumeau gaz
- Pas de problème de zone de préchauffage
- Moins de fumées toxiques lors de la chauffe.
Vous avez des vieilles plaques de cuisson dans votre garage, elles ne sont pas perdus, remettez les dans l’atelier pour souder vos pièces de petites dimensions.
2. Souder plus vite et mieux de l’aluminium au TIG et/ou MIG.
Pour les amoureux (ou pas) de la soudure aluminium que ce soit avec un poste TIG ou MIG, il est possible de gagner du temps et de rendre votre soudage plus rapide mais surtout la soudure plus résistante.
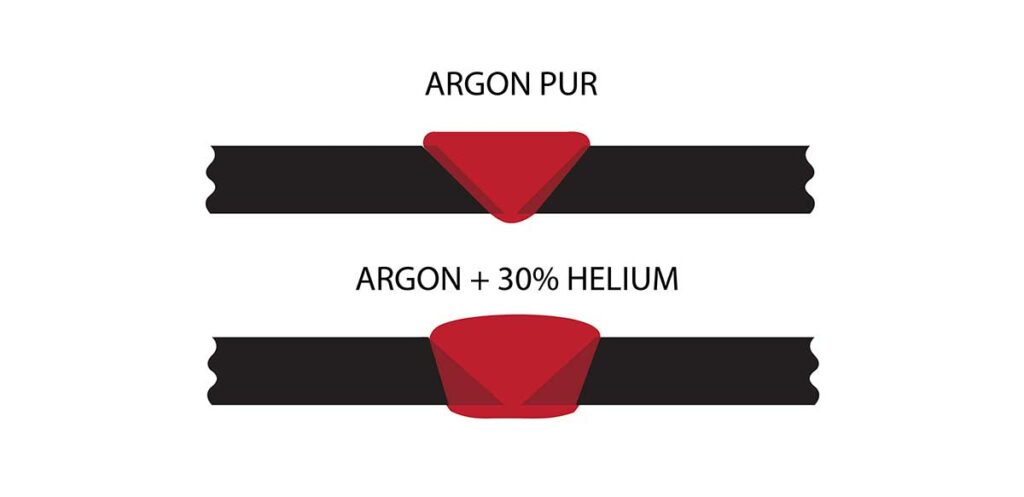
La solution miracle c’est d’utiliser du gaz argon mélangé avec de l’hélium pur comme gaz de protection. Par rapport à l’argon, l’hélium offre une meilleure pénétration de la paroi latérale et une vitesse de soudage plus élevée, car il produit un arc avec une plus grande énergie. En clair, vous allez plus vite et vous déformez moins, ce qui facilitera l’opération de redressage en amont.
Les avantages :
- Améliorer l’efficience
- Réduire l’intensité de soudage d’un % égale au % d’hélium pur dans l’argon.
- Souder des épaisseurs plus importantes avec le même générateur
- Optimiser la pénétration
- Gagner du temps de redressage
- Réduire la préparation des pièces (chanfreins, méplats etc…)
Un seul désavantage, l’opération est plus couteuse que du soudage aluminium à l’argon pur.
3. Souder avec du métal d’apport moins cher
Même dans le soudage il est possible de faire des économies. D’autant plus en ce moment où toutes les matières premières continuent de s’envoler.
Pour cela, commander des bobines de fil semi-auto en métal d’apport, les redresser et les couper en morceaux de la taille de votre choix. Le prix ramené au kilogramme est bien plus bas et peut vous permettre de faire de belles économies.
Seul bémol, cela prend plus de temps. A vous de voir en calculant si le temps investi est rentable ou non avec cette astuce économie soudure.
4. Faire une soudure plus propre sur de l’inox
Pour les soudeurs dont le quotidien est composé de soudage d’acier inoxydable comme les collègues du nucléaire, il est possible d’augmenter sa vitesse de soudure ainsi que la solidité de la soudure. Une astuce en lien avec la deuxième astuce soudure de cet article.
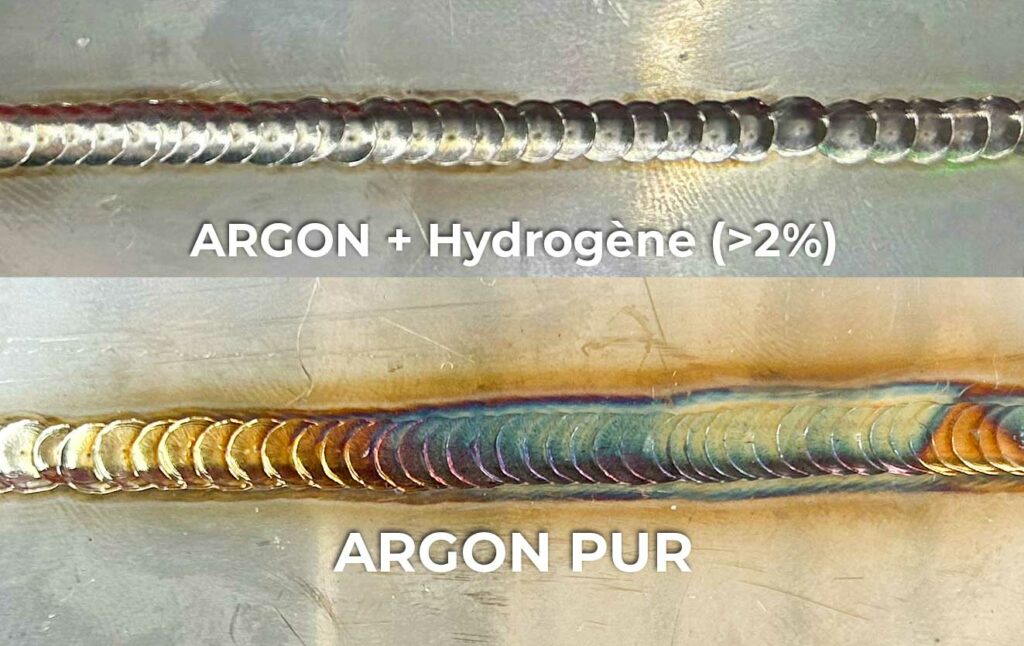
Cela concerne l’utilisation du gaz, de l’hydrogène (< 2%) mélangé à de l’argon en soudage MAG et TIG des aciers inoxydables permet d’augmenter la température de l’arc et de bénéficier de sa qualité de gaz réducteur. Il permet d’augmenter la profondeur de passe racine (pénétration), réduit la nocivité des fumées de soudage, améliore l’aspect du cordon et diminue la déformation.
Preuve en image :
Les avantages de l’utilisation d’un argon hydrogène pour souder :
- Vitesse de soudage augmentée pour un réglage identique à l’argon
- Optimiser la pénétration
- Réduire voire supprimer l’opération de passivation de surface (cordon blanc)
- Gagner du temps de redressage
- Réduire la préparation des pièces (chanfreins, méplat etc…)
Deux inconvénients, celui du prix, choisir de souder avec ce gaz est plus couteux et attention à se renseigner à l’avance auprès de votre fournisseur gaz. De plus, il n’est pas compatible avec tous les aciers inoxydables, donc un risque de fissurassions et / ou soufflures dans le cordon.
5. Le mode pulsé, un indispensable pour les soudeurs de tôles
Souvent décrié comme un gadget ou un mode pas très fiable, le mode pulsé est un vrai plus et permet une réelle accélération dans la réalisation de cordons de soudure. Pour faire court, c’est une énergie haute et une énergie basse que l’on réglera avec une fréquence qui se traduit par une alternance en hertz. Il peut être utilisé dans toutes positions de soudage mais je le recommande lors du soudage en position de tôles fines. Il va venir contrôler et éviter la zone d’effondrement du bain de fusion. Offrir un dépôt régulier de métal d’apport et améliorer la pénétration.
Un autre aspect avantageux va être la limitation d’apparitions de défauts de soudure. Diminution du risque de déformation et diminution de la zone affectée thermiquement (ZAT).
Le bémol dans le mode pulsé reste le prix des postes à souder qui proposent la fonctionnalité où il est possible de régler le mode pulsé. Heureusement, cela risque de s’améliorer avec les avancées technologiques des postes de soudage. Il est donc important d’essayer de prendre le pli du mode pulsé dès aujourd’hui car il sera un atout de taille dans l’avenir du soudage.
Conclusion : Des astuces autour de la soudure à essayer au quotidien dont vous pourrez être surpris de leur efficacité.
La soudure, c’est comme une bicyclette : s’il on arrête d’avancer, c’est la chute assurée ! Voilà pourquoi elle est contrainte d’évoluer avec son temps, au gré des mises à jour et des évolutions dans les habitudes des soudeurs au quotidien.