Qu’est-ce que la Zone Affectée Thermiquement (ZAT) en soudure ?
La Zone Affectée Thermiquement (ZAT) est une région dans un matériau qui a subi une forme de traitement thermique, telle que le soudage, le brasage ou le micro-soudage. Au cours de ces processus, le matériau dans le voisinage immédiat de la source de chaleur est soumis à des températures élevées pouvant provoquer des changements significatifs dans sa microstructure et ses propriétés physiques.
En raison de ces changements, la ZAT a généralement des propriétés mécaniques et physiques différentes de celles du matériau environnant. Par exemple, elle peut être plus dure, plus cassante ou avoir une flexibilité réduite par rapport au matériau d’origine. Ces changements peuvent affecter la résistance globale et l’intégrité du matériau, c’est pourquoi il est essentiel de gérer soigneusement l’apport thermique lors du soudage et d’autres processus thermiques pour minimiser la taille et la gravité de la ZAT.
La taille et l’étendue de la ZAT dépendent de plusieurs facteurs, notamment la quantité de chaleur appliquée, le type de matériau soudé ou traité, et les paramètres de soudage tels que la vitesse de soudage et l’intensité. La ZAT est généralement plus prononcée pour les matériaux ayant une conductivité thermique plus élevée ou un point de fusion plus bas.
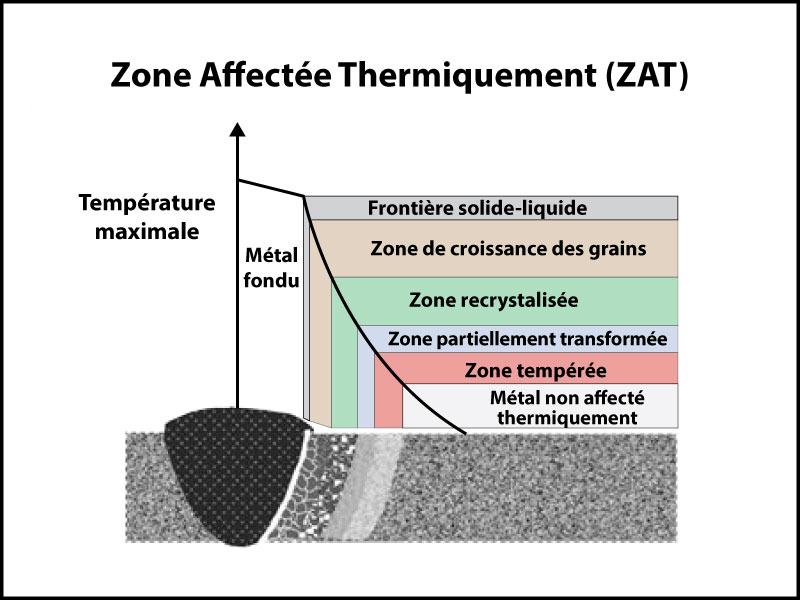
Les différentes zones dans une ZAT
Les différentes zones de ZAT sont formées par des températures différentes dans le métal de base plus éloigné de la soudure ou de la découpe elle-même. Cela ne doit pas être confondu avec la série de bandes colorées visibles, causées par l’oxydation de surface, près d’une soudure en acier inoxydable.
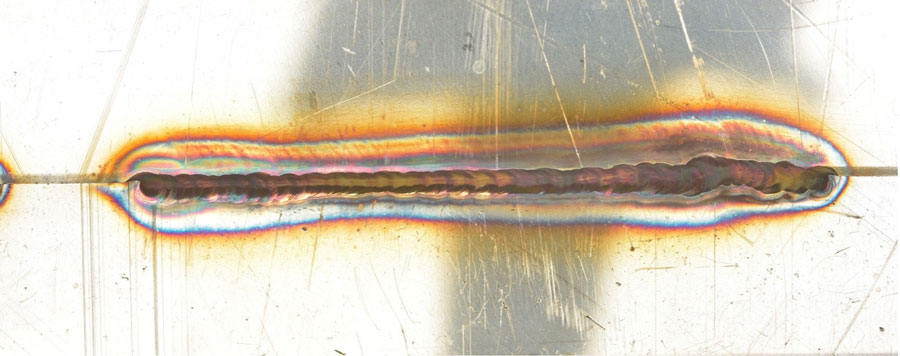
Les teintes de chaleurs, c’est quoi ?
Les « couleurs de revenu » représentent des températures beaucoup plus basses que celles qui forment la zone affectée par la chaleur et s’étendent sur une certaine distance au-delà de la zone affectée par la chaleur réelle. Ces couleurs différentes, également appelées teintes de chaleur, offrent une indication approximative de la température atteinte par le métal. Dans le cas de l’acier inoxydable de type 1.4301 (AISI 304) chauffé à l’air libre, les couleurs des bandes et les températures associées sont les suivantes :
- Jaune clair 290 °C / 550 °F
- Jaune paille 340 °C / 640 °F
- Jaune 370 °C / 700 °F
- Marron 390 °C / 735 °F
- Marron pourpre 420 °C / 790 °F
- Violet foncé 450 °C / 840 °F
- Bleu 540 °C / 1000 °F
- Bleu foncé 600 °C / 1110 °F
Les couleurs de teinte de chaleur dépendent de la résistance du matériau à l’oxydation, les métaux ayant une teneur plus élevée en chrome montrant une coloration moins intense. L’utilisation de gaz protecteurs et de revêtements d’électrodes peut également réduire la teinte de chaleur car ils protègent partiellement le métal de l’oxydation. À l’inverse, les surfaces plus rugueuses s’oxydent plus rapidement, provoquant des couleurs plus sombres. De plus, la peinture, l’huile, la rouille et même les empreintes digitales peuvent altérer la teinte de chaleur, bien qu’elles n’affectent pas l’étendue de la ZAT elle-même.
Les facteurs pouvant influencer sur la zone affectée thermiquement (ZAT)
Les causes de contaminations affectant la ZAT :
De plus, la ZAT peut être affectée par la présence d’impuretés ou de contaminants dans le matériau soudé, car ceux-ci peuvent entraîner des défauts tels que la porosité ou la fissuration. Enfin, la zone affectée thermiquement peut également être influencée par le taux de refroidissement après le soudage ou le processus thermique, car des taux de refroidissement plus lents peuvent entraîner des changements microstructuraux plus importants et plus prononcés dans la ZAT.
La ZAT peut poser des problèmes pour les matériaux soudés ou traités thermiquement. Certains des principaux points comprennent les éléments suivants :
- Réduction de la résistance et de la ténacité : La ZAT peut avoir des propriétés mécaniques différentes du matériau environnant, avec une résistance et une ténacité réduite. Cela peut conduire au développement de fissures ou de fractures dans la ZAT, compromettant ainsi l’intégrité de la pièce soudée ou traitée.
- Augmentation de la susceptibilité à la corrosion : La ZAT peut également être plus sujette à la corrosion que le matériau environnant en raison des changements dans la microstructure et la chimie du matériau. Cela peut entraîner une défaillance prématurée de la pièce en raison de dommages liés à la corrosion.
- Distorsion : Le processus de soudage ou thermique peut provoquer l’expansion et la contraction du matériau, entraînant une distorsion et une déformation de la pièce soudée ou traitée. Cela peut affecter l’ajustement et la fonctionnalité de la pièce et peut nécessiter des étapes de traitement supplémentaires pour la corriger.
- Fissuration : La formation de fissures dans la ZAT est un problème courant dans les matériaux soudés. Divers facteurs, tels que la présence d’impuretés ou de contaminants dans le matériau, des niveaux élevés de contraintes résiduelles ou des paramètres de soudage inadéquats, peuvent provoquer ces fissures.
Comment prévenir ces risques ?
Pour minimiser ces problèmes, il est essentiel de contrôler soigneusement l’apport thermique lors du soudage ou des processus thermiques et de gérer attentivement le taux de refroidissement pour réduire la taille et la gravité de la ZAT. De plus, un traitement thermique post-soudage et d’autres étapes de traitement peuvent également être utilisés pour atténuer les effets de la ZAT sur le matériau soudé ou traité.
Prévenir les risques de corrosion liés à une zone affectée thermiquement
La ZAT peut être plus susceptible à certains types de corrosion que le matériau environnant en raison des changements de microstructure et de chimie causés par le traitement thermique. Voici quelques exemples des types de corrosion qui peuvent l’affecter :
Sensibilisation : La sensibilisation est une forme de corrosion qui se produit dans les aciers inoxydables austénitiques en raison de la précipitation de carbures de chrome aux joints de grains pendant le soudage ou le traitement thermique. Cela peut appauvrir le matériau environnant en chrome, essentiel pour la résistance à la corrosion, et peut conduire à une corrosion intergranulaire dans la ZAT.
Fissuration induite par l’hydrogène : La fissuration induite par l’hydrogène est un type de corrosion qui se produit lorsque l’hydrogène diffuse dans le matériau pendant le soudage ou le traitement thermique, provoquant des fissures ou des fractures dans la ZAT. La présence de niveaux élevés de contraintes résiduelles dans la ZAT peut aggraver ce problème.
Corrosion due à des changements de microstructure : Les changements de microstructure qui surviennent dans la ZAT peuvent la rendre plus susceptible à certains types de corrosion, tels que la corrosion par piqûres ou par crevasses, que la formation de caractéristiques microstructurales telles que les joints de grains ou les précipités peut causer.
Comment les atténuer ?
Pour atténuer ces effets, il est important de contrôler soigneusement les paramètres de soudage et d’utiliser des matériaux spécifiquement conçus pour l’application et l’environnement dans lesquels ils seront utilisés. De plus, un traitement thermique post-soudage et d’autres étapes de traitement peuvent être utilisés pour améliorer la résistance à la corrosion de la ZAT.
Les autres défauts de soudure pouvant affecter une zone affectée thermiquement
Plusieurs défauts peuvent exister dans la Zone Affectée Thermiquement (ZAT) des matériaux soudés ou traités thermiquement. Ces défauts peuvent survenir en raison de changements de microstructure, de contraintes résiduelles ou d’autres facteurs associés au traitement thermique. Voici quelques exemples des types de défauts qui peuvent être présents dans la ZAT :
Fissures : La ZAT peut être susceptible de fissures en raison de niveaux élevés de contraintes résiduelles ou de changements de microstructure causés par le traitement thermique. Les fissures peuvent être en surface ou internes et difficiles à détecter sans des tests non destructifs.
Porosité : La porosité fait référence à de petits vides ou trous dans le matériau soudé ou traité. Ces vides peuvent se former dans la ZAT en raison de l’évolution des gaz pendant le processus de soudage ou thermique.
Manque de fusion : Le manque de fusion se produit lorsque le métal fondu du processus de soudage ne fusionne pas correctement avec le métal de base, entraînant un manque de liaison entre les deux matériaux. Des paramètres de soudage inadéquats, tels qu’une chaleur de soudage insuffisante ou une vitesse de soudage insuffisante, peuvent en être la cause.
Inclusions : Les inclusions font référence à de petites particules ou débris dans le matériau soudé ou traité. Ces inclusions peuvent être causées par la contamination ou les impuretés dans le matériau soudé.
System Weld peut vous accompagner à mieux comprendre les défauts de soudure et comment les éviter lors de vos soudures.
Pour minimiser l’occurrence de ces défauts, il est crucial de contrôler soigneusement les paramètres de soudage et d’utiliser des matériaux spécifiquement conçus pour l’application et l’environnement dans lesquels ils seront utilisés. De plus, des tests non destructifs peuvent détecter les défauts dans la ZAT avant qu’ils ne conduisent à une défaillance ou compromettent l’intégrité de la pièce soudée ou traitée.
Les normes qui référencent les informations sur la Zone Affectée Thermiquement
Il existe de nombreuses normes qui discutent de la ZAT voici quelques-unes qui fournissent des lignes directrices pour gérer les effets de la ZAT sur les matériaux soudés ou traités thermiquement. Certaines normes principales comprennent les suivantes :
American Welding Society (AWS) D1.1 : Cette norme établit des exigences pour la conception, la fabrication et l’inspection des structures soudées. Elle propose des lignes directrices pour gérer la taille et l’étendue de la ZAT et minimiser les défauts tels que les fissures et la porosité.
ISO 9606-1 : Cette norme fournit des lignes directrices pour la qualification des soudeurs pour le soudage par fusion des aciers. Elle inclut des exigences pour gérer les effets de la ZAT sur les propriétés du matériau soudé et pour effectuer des tests non destructifs afin de détecter les défauts dans la ZAT.
Norme européenne EN 1011-2 : Cette norme fournit des lignes directrices pour le soudage des matériaux métalliques, y compris des exigences pour gérer la taille et l’étendue de la ZAT et minimiser l’occurrence de défauts tels que le manque de fusion et la porosité.
Code ASME pour chaudières et récipients sous pression : Ce code établit des exigences pour la conception, la fabrication et l’inspection des chaudières, des récipients sous pression et des composants de centrales nucléaires. Il inclut des lignes directrices pour gérer les effets de la ZAT sur les propriétés des matériaux soudés et pour effectuer des tests non destructifs afin de détecter les défauts dans la ZAT.
Ces normes fournissent des lignes directrices précieuses pour gérer les effets de la ZAT sur les matériaux soudés ou traités thermiquement, assurant ainsi l’intégrité et la sécurité des structures et composants soudés.